لە سەرچاوەی خواستنەکانی ژمارەیی لە کارمەندا، بە سەرکەوتوویی یەکێکی ڕێکخراوی فورمی کراوەتە ٥٠٨٣ ئالومینیومی بە درێژایی ١.٢ متر پێشکەوتمەوە. خاڵبەردارییەکانی دیاریکراوەکان و زۆری ڕێکخراوی پرۆسەی ژێرهێنەوە دەستە خەڵکی ئەوەی نەوتە ڕوونکردەوە نەوتەوەی مادەیەکان و هەمانەتی کۆنترۆڵی پرۆسە و توانایییەکانی ئەوەی ئەزیدەکەوە.

١. ئەنالیزی خواستە و ئامادەبوونی پلان
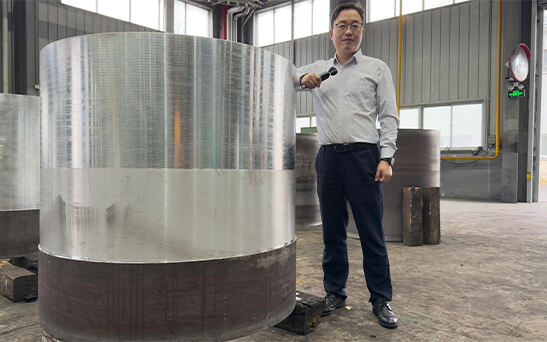
کارمەندەکە خواستەی زۆر سەرکەوتوویی لەسەر پایپی فورمی کراوەتە: دەورەیەکی زۆر گەورە، هەمانەتی زۆر بەرز لەسەر دیاریکراوەکان و درێژایی خاسی ١.٢ متر. ئەم دیاریکراوەکان دەستە خەڵکی ئەوەی پرۆسەی ژێرهێنەوەیەکان بەشێوەیەکی زۆر چالاک بوون، نەوتەوە لەسەر دەست پێدانی یەکسانی لەسەر دەورەیەکی گەورە و هەروەها لەسەر خاڵبەردارییەکانی تەکنیکی لەسەر ژێرهێنانی ئەم پایپی درێژە.
پشیمانەوە لەگەڵ کلاینت دەستکردێت، بەرگرینی ڕێکخستنێکی تەواوکراوە لەسەر ئەوەی هەروەها ژمارەی ٥٠٨٣ی ئەلومینیوم بەکاربێتەوە لەوانەی خاڵکەردنەوەی مەکانیکی و پاشەندەی نەدۆزیەکەی پroduکت بەرزبێتەوە.

٢. دیاریکردنی مادە
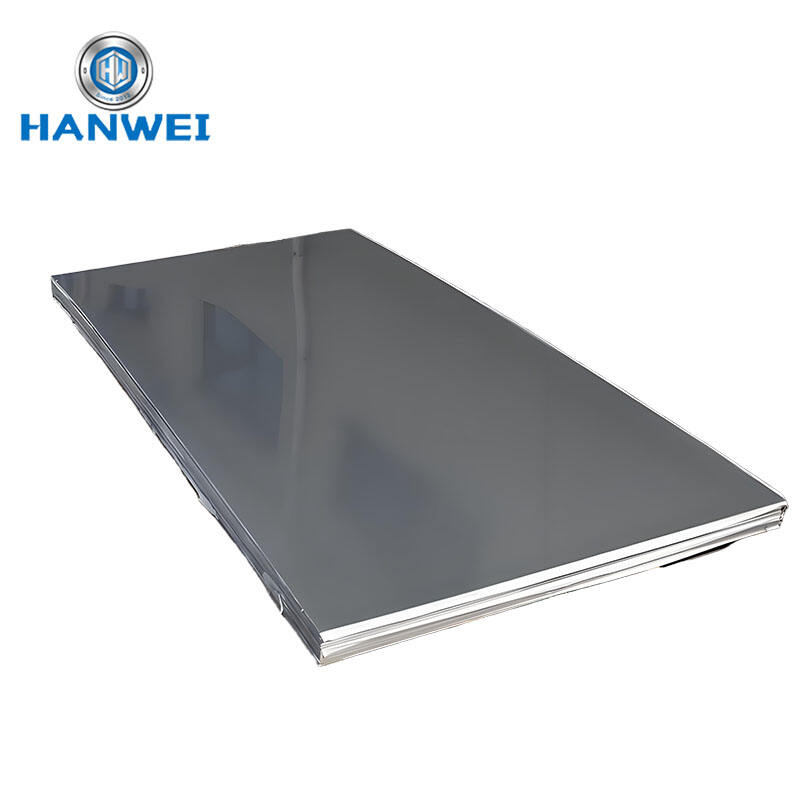
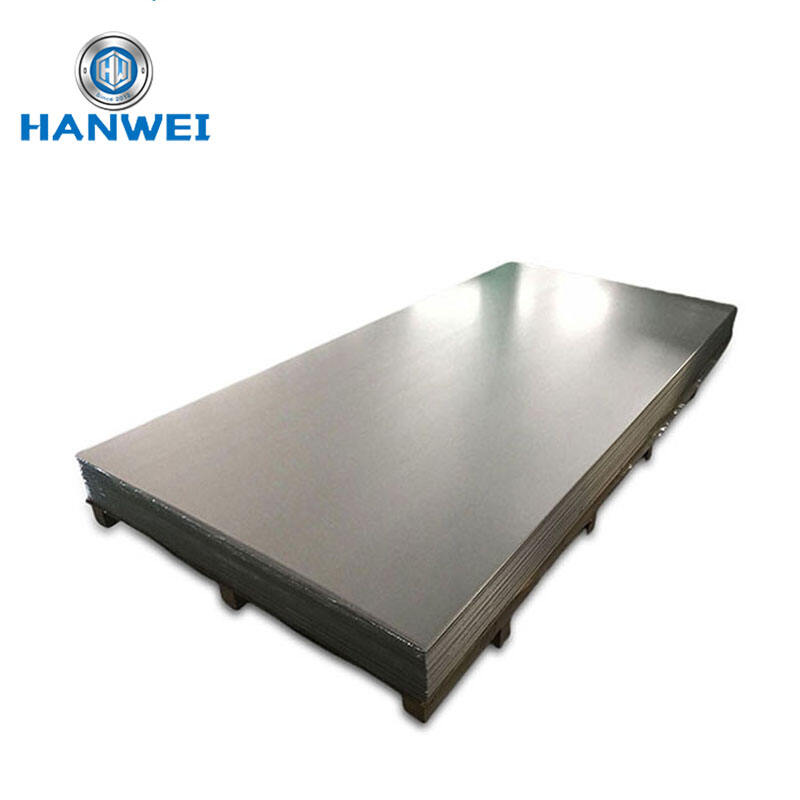
ژمارەی ٥٠٨٣ی ئەلومینیوم بەهۆی شوێنی باشەکەیی، پاشەندەی نەدۆزیەکەیی و سەرەتاڵیەکەیی، هەمیشە دەبێتە ڕووداوێکی باش لەسەر ئەنجامدانەوەی مارینی، ئەمەیەکانی فشار و کۆمپونێنتەکانی باشەکەیی. بەکارهێناکانی باشی ژمارەی ٥٠٨٣ی ئەلومینیوم بەرگرینی کیمیایی و کیفیتی مەتاڵۆجیکال بەرداربەوە لەسەر استانداردەکانی ڕاستەقینە، بەهۆی ئەوەی کارەکەیەکانی پroduکت لە دەستپێکەوە بەرزبێتەوە.

٣. کۆنترۆڵی پروسەی فورکەکردن
فورکەکردنی یەکێک لە چەندەی گشتی و درێژەی ١.٢ مەترەکە دەخاتەوە کارەکانی باش بەکاربێتەوە. لەسەر ئەم پروژەیە، ئەم ڕێگەکانی گرینگەکان بەکارهێناوە:
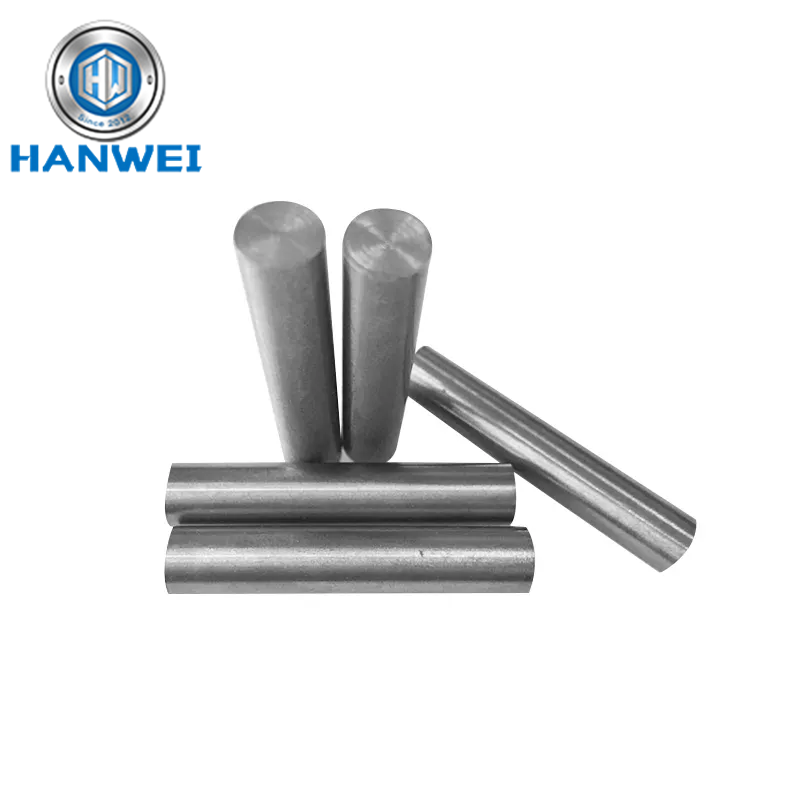
●Dîtin: Bilêtî ya alûmînî 5083 der vê girê dayanarê de dîtîne ku bi tevahî bîr kirîna pêşdeng a forgekirinê di navbera optimale de were dîtîne, li ser têk çêkirina tevahî ku dikare berhevî re berdarbe ya nanetû ya an jî tevahî ku dikare deformasîonek hilbijartin. Ev demandin ku malûmatê di navbera plastîkî de were deform kirin.
●Prosesa Forgekirinê:
Bi karibandinê presa hidraulîkê ya mezin ên ji bo deformasîon û shapekirina pipeya, bi kontrolê presa forgekirinê û nermalava deformasîonê diyar bike, da ku grîna cewtirî di navbera malûmatê de were hatine.
Tertîbên çendî ya tratemanên jîazkirinê yên naverokî were kirokînin da ku stressên potansîyl û microcracks yên hilbijartî di destpêkê ya forgekirinê de were rastkirin, ev demandin ku performansa cewtirî ya malûmatê li herî paşî were hesîkirin.
●Kontrola Dimenzyon: Piştî forgekirinê, êvî karîbandinên mîngelî yên derbasî yên derbasî were bikaranîn da ku hundurên dimenzyonê di navbera paşnavkirinê de were rastkirin, da ku prodûktê ya qedîmî yên xwestekê yên rêça akûracyê were derbas kirin.

4. Binamkirina Cewtî
دوورە لە پرۆسێسی چاککردنەوە، بەڕێوەبەر ئەزموونەکانی گشتیاری ئەوەڵتە هەیە لەگەڵ ژمارەیەکی زۆر لە سەرەستەی کالای چاککراوە تا جواندەر و شوێنی باشبوونەوە:
●ئەزموونەی ئولتراسۆنیک: دڵنیایەتی کرد کە چاڵی نەخۆشییەکانی سەرەتاڵەوە، خالیان، یان نەپاکییەکان نەبوو.
●پێواندنی مەودا: پێواندنی گۆڕەکی ژمارەیەکی زۆر لە دامەزراوە و درێژایی کرد تا دڵنیایەت بکات کە واشەکان لە درێژایییەکانی پێشکەچوونەوەی کلیێنتدا بوون.
●ئەزموونەی پاشی مەکانیکی: دڵنیایەتی کرد کە نیروی و شوێنی باشبوونەوەی چاڵی سەرەتاڵەوەی ستانداردانەکانی پێشکەچووە.
لە سەرەکی ئەزموونەکانی گشتیار، کالایەکە باشبووە لە سەرەتاڵەوەی پێشنیارەکانی کلیێنت.
پەیوەندی کلیێنت
هەروەها، کەسپێکەمان لە چاککردنەوەی چاڵی بەرەمەنتە بەرز بووە لە دوورەی پلان. کالایەکە لە لایەن کلیێنت بە پابەج کەوتە لەسەر ئەوەی ڕێکخراوەکانی باشبوونەوە، کارەکانی باش و شێوەی باشبوونەوە، وەکوو ئەوەی ڕاستەوخۆیەتی کارەکانمان لەسەر ئەوەی کاریگەری تەکنۆلۆژییەکەمان لەسەر ئەوەی ڕێکخراوەکانی باشبوونەوەی کەمپۆنەنتەکانی بەرز چاککراوە و هەمچنین ئەنجامەکانی باشبوونەوە لەسەر ئەوەی پروژەکانی دواتر.

هان وی، کۆمپانیایەکی بازرگانی بۆ هێناین و بەرھەمھێنانە کە ئامرازەکانی پرۆسەکردنی پێشکەوتووی خۆی بەکاردەھێنێت بۆ موادی ئالومینیۆمی خاوا، وەکو شێشەکانی ئالومینیۆم و ئامرازەکانی تری ئالومینیۆمی خاوا وەکو سەرەڕایەکی سەرەکی.
ژەنگفۆو ٦١٨، شارۆچکەی جیوتینگ، ناوچەی سۆنجیانگ، شانهای، چین
هەموو مافەکان ھەبەستە بە شانگھای هانوی ئینداستری ئالومینیۆم کۆ.، لتد. - Politîka veşartîbûnê-Blog