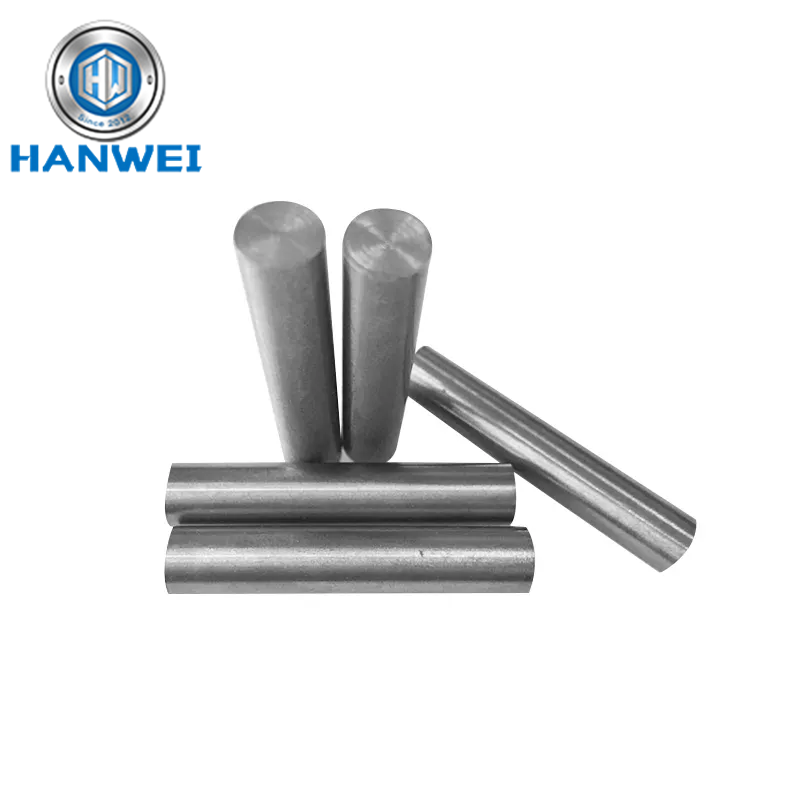
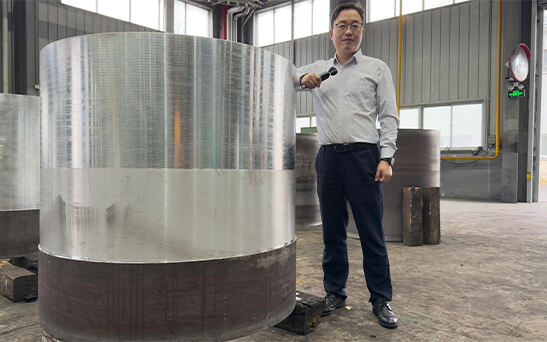
Na základě konkrétních požadavků našeho klienta jsme úspěšně vytvořili nadveliký kovánkový hliníkový spoj 5083 s délkou 1,2 metru. Přísné rozměrové specifikace a vysoká obtížnost výroby představovaly významné výzvy, které testovaly nejen vlastnosti materiálu, ale také přesnost našeho řízení procesu a schopnosti našeho zařízení.

1. Analýza požadavků a vývoj plánu
Klient stanovil přísné požadavky na kovancové potrubí: mimořádně velký průměr, vysoká rozměrová přesnost a speciální délka 1,2 metru. Tyto specifikace udělaly výrobní proces zvláště náročným, nejen v dosažení jednotnosti pro nadveliký průměr, ale také v řešení technických omezení souvisejících s kovaním tak dlouhého potrubí.
Po několika diskusích s klientem jsme vypracovali přizpůsobený výrobní plán a vybrali jsme slitinu 5083 jako surovinu, aby byly zajištěny mechanické vlastnosti produktu a odolnost proti korozi.

2. Výběr materiálu
slitina 5083 je proslulá svou vynikající pevností, odolností proti korozi a spojovatelností, což ji činí ideálním volbou pro námořní inženýrství, tlakové nádoby a velké konstrukční součásti. Zabezpečili jsme kvalitní billety slitiny 5083, abychom zajistili, že chemický složení a metalurgická kvalita splňují požadované normy, což zaručuje výkon produktu od samého začátku.

3. Řízení kovodělného procesu
Kuželování trubky o tak velkém průměru a délce 1,2 metru vyžaduje vynikající schopnosti řízení procesu. Pro tento projekt jsme implementovali následující klíčová opatření:
●Ohřev: Billet z hliníku 5083 byl ohřát do optimálního rozsahu teploty pro kování, přičemž se vyhýbalo přehřátí, které by mohlo vést ke hrubé struktuře vloků, nebo podhřátí, které by bránilo deformaci. Toto zajistilo, aby materiál byl deformován v rámci svého plastického rozsahu.
●Proces kování:
Byla použita velká hydraulická tlačná stanice na postupné roztažení a formování trubky s přesnou kontrolou tlaku kování a rychlosti deformace za účelem zajištění rovnoměrného rozložení vloků v materiálu.
Během kování bylo provedeno několik meziprovozních tepelných úprav k odstranění potenciálních stresových koncentrací a mikroroztoků, což dále zlepšilo celkové vlastnosti materiálu.
●Kontrola rozměrů: Po kování bylo použito přesné měřicí zařízení k krokovanému napravování jakéhokoli odchylujícího se rozměru, aby bylo zajištěno, že konečný produkt splňuje požadavky klienta na přesnost.

4. Kvalitní inspekce
Po kování jsme provedli komplexní kvalitní inspekce na kované trubce, abychom zajistili jak interní, tak externí kvalitu:
●Zvuková kontrola: Zajistila, že trubka je bez vnitřních trhlin, prázdnin nebo nepůvodností.
●Měření rozměrů: Provedli jsme mnohoúrovňové měření průměru a délky, abychom zajistili, že odchylky jsou v rámci specifikací klienta.
●Testy mechanických vlastností: Potvrdily, že síla a výdrž trubky splňují požadované normy.
Díky přísným kvalitním kontrolám produkt úspěšně prošel akceptačními kritérii klienta.
5. Doprava klientovi
Nakonec jsme dokončili výrobu nadstandardní kované trubky podle plánu. Produkt vyhovoval očekáváním klienta v oblasti rozměrů, výkonu a vzhledu, čímž získal vysoké uznání. Tento projekt nejen ukázal naše technické dovednosti v výrobě velkých kovaných součástí, ale také poskytl cenné zkušenosti pro budoucí projekty.

Han Wei, společnost zabývající se dovozem a vývozem s pokročilým zpracovatelským zařízením pro hliníkové suroviny, jako jsou hliníkové plechy a další hliníkové suroviny, je její hlavní činnost.
Číslo 618, ulice Shengfu, městys Jiuting, okres Songjiang, Šanghaj, Čína
Všechna práva vyhrazena © Šanghajská společnost Hanwei Aluminium Industry Co., Ltd. - Zásady ochrany soukromí-Blog