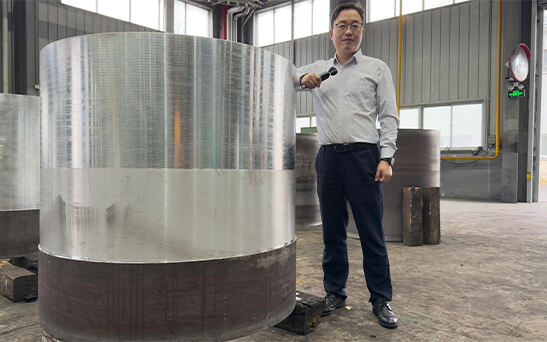
当社の顧客の特定の要件に応じて、長さ1.2メートルの超大型5083アルミニウム合金鍛造管を成功裏にカスタマイズしました。厳しい寸法仕様と高い生産難易度は、材料特性だけでなく、プロセス制御や設備能力の精度も試される大きな挑戦でした。

1. 要求分析と計画策定
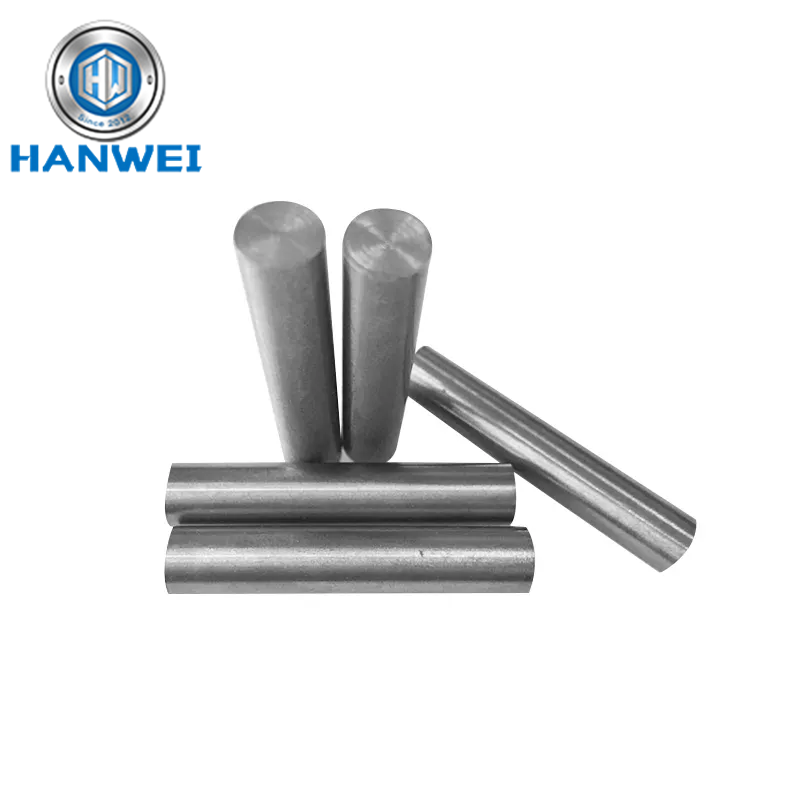
顧客は鍛造管に対して厳格な要求を設けました:非常に大きな直径、高い寸法精度、そして1.2メートルという特別な長さです。これらの仕様により、生産プロセスが特に困難となり、大口径の均一性を確保するだけでなく、このような長い管を鍛造する際の技術的制約に対処する必要がありました。
クライアントとの複数回の議論の後、カスタマイズされた生産計画を策定し、製品の機械的特性と耐食性を確保するために5083アルミニウム合金を原材料として選択しました。

2. 材料の選択
5083アルミニウム合金は、優れた強度、耐食性、溶接性で知られており、海洋工学、圧力容器、大型構造部品に最適な選択肢です。私たちは高品質な5083アルミニウム合金インゴットを調達し、化学組成と冶金品質が要求される基準を満たすことを確実にし、製品性能を最初から保証しました。

3. 锻造プロセスの制御
直径が大きく、長さが1.2メートルのパイプを鍛造するには、卓越した工程管理能力が必要です。このプロジェクトでは、次の重要な措置を実施しました:
●加熱: 5083アルミニウムインゴットを最適な鍛造温度範囲まで加熱し、粗大な結晶構造につながる過熱や変形を妨げる低温加熱を避けました。これにより、材料は塑性範囲内で変形されました。
●鍛造プロセス:
大型の油圧プレスを使用して、管を段階的に拡張および成形し、鍛造圧力と変形速度を精密に制御して材料内の結晶粒分布を均一に保ちました。
鍛造中の応力集中部や微小クラックを除去するために複数の中間熱処理を実施し、材料の全体的な性能をさらに向上させました。
●寸法管理: 鍛造後、精密測定装置を使用して段階的に寸法偏差を修正し、最終製品が顧客の精度要件を満たすようにしました。

4. 品質検査
鍛造工程後、内部および外部の品質を確保するために、鍛造管に対して包括的な品質検査を行いました:
●超音波検査:管内に亀裂、空孔、または不純物がないことを確認しました。
●寸法測定:直径と長さの複数ポイント測定を行い、偏差がクライアント指定の範囲内であることを確認しました。
●機械的特性試験:管の強度と靭性が必要な基準を満たしていることを確認しました。
厳格な品質検査を通じて、製品はクライアントの受入基準を成功裏に通過しました。
5. クライアントへの納品
最終的に、大型鍛造管の生産を予定通り完了しました。製品は寸法、性能、外観の面でクライアントの期待に応え、高い評価を得ました。このプロジェクトは、大型鍛造部品製造における私たちの技術力を示すだけでなく、今後のプロジェクトにとって貴重な経験を提供しました。

漢威(ハンウェイ)は、アルミニウム板材などのアルミニウム原材料を主な取扱品目とする、先進的な加工設備を備えた輸出入貿易会社です。
Copyright © 上海漢威アルミニウム工業有限公司。全著作権を保有します。 - プライバシーポリシー-ブログ